
*无铅烙铁咀
200M
优络
企业名:利翔电子
类型:其他
电话: 0769-86037519
手机:13556787211
联系人:徐先生
QQ: 
邮箱:dguluo206@163.com
地址:广东东莞长安锦夏工业区A区
Ø 外型使用德国*机器*而成,尺寸精准
Ø 合金电镀层密实,使用寿命*
Ø 合适的钛合金保护层,传热迅 速,上锡能力强,耐用。
Ø 有广泛的适配性。
Ø 焊咀表面使用*工艺处理,*焊咀不因高温而变黑
Ø 高*镀锡工艺处理,焊接时上锡容易,并**氧化
Ø 严格执行ROHS指令的生产工艺过程,*产品的稳定性
Ø 产品经过无铅的测试,并取得SGS报告
适配范围:
Fits 900M 900L 908 914 irons等
For Models 926 927 928 936 937 702 703 703B 等
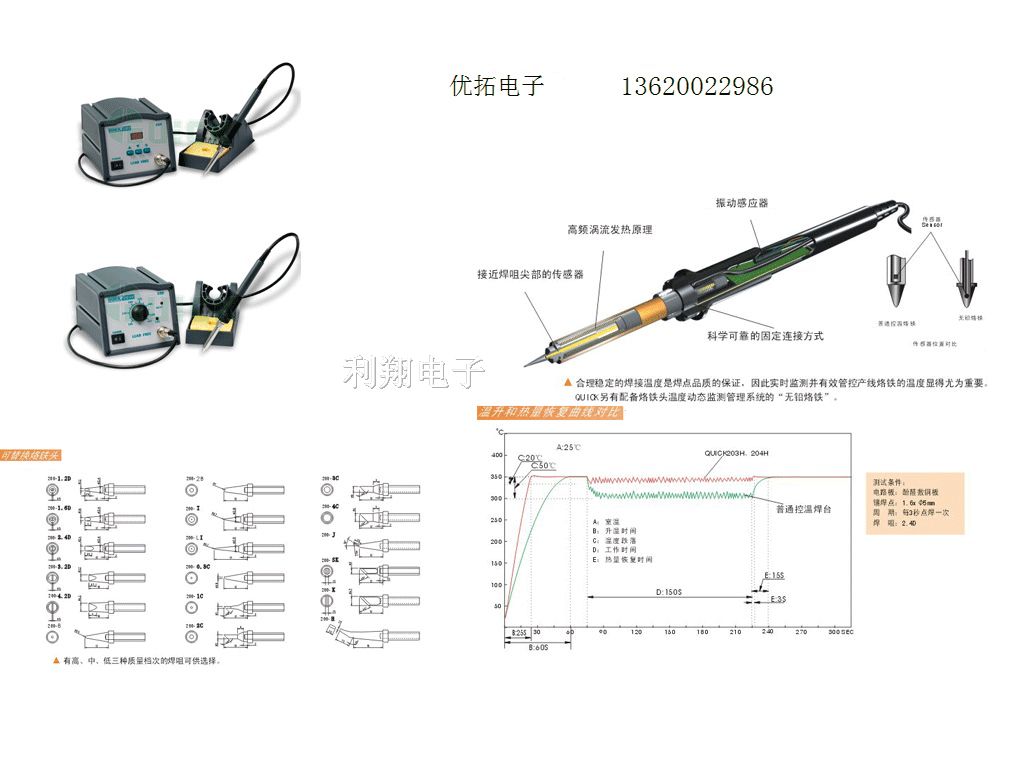
*长寿命机理:
焊咀采用以铜为主并添加镐铬元素的合金为基材,以*良好的稳定性和热传导性;焊咀胚胎上包裹一层铁钼合金,从而获得*损、*冶金化学腐蚀、长寿命*的性能;在铁钼层上再生长一层镍钼金属层,使工作面具有良好的锡润性,*吃锡的目的;在镍钼表层非工作面上再镀上一层钛铬合金层,使焊咀**氧化,非工作面不带锡,使用时干净利索。
无铅焊锡的特性:
一. 无铅焊锡的特点:熔点高(比Sn/Pb焊锡高30-40度)、锡丝不容易融化;烙铁头消耗变快;烙铁头氧化变快;浸润性、延展性变差;容易出现锡须、短路等现象;
二. 烙铁头消耗的原理:铁质材料被锡丝中的锡侵蚀熔解; 烙铁头镀层铁(Fe)与锡形成化合物;无铅化后锡丝中的锡含量增加,腐蚀增加; 无铅化后,焊接温度增加,增强烙铁头腐蚀;
三. 无铅焊锡使用时的注意点:
1. 烙铁头的温度管理*重要;使用热回复性等热性能好的电烙铁;在使用无铅焊锡进行焊接作业时,由于对*件的耐热性,*作业的考虑,焊台的设定温度一般希望在350度-370度以下。
2. 有*要选定*合适的烙铁头;
根据电烙铁的不同焊接作业的不同,选择*合适的烙铁头是很重要的。
合适的烙铁头可以降低烙铁头的温度,增加作业的效率。选择正确的焊铁头尺寸和形状是*重要的,选择合适的焊铁头能使工作更*率及增加焊铁头的耐用程度。选择错误的焊铁头而影响焊铁不能发挥**率,焊接质量也会因此而减低。焊铁头的大小与热容量有直接关系,焊铁头越大,热容量相对越大,焊铁头越小,热容量也越小。进行连续焊接时,使用越大的焊铁头,温度跌幅减少,此外,因为大焊铁头的热容量高,焊接的时候能够使用比较低的温度焊铁头就不易氧化,增加它的寿命。
短而粗的焊铁头传热较长而细幼的焊铁头快,而且比较耐用;扁的,钝的烙铁头比尖锐的烙铁头能传送更多的热量。一般来说,焊铁头尺寸以不影响邻近元件为标准。选择能够与焊点充分接触的几何尺寸能*焊接效率
3. 电烙铁在使用前*要检查电源线和保护地线是否良好。
4. 烙铁在使用过程中不宜长期空热,以免烧坏烙铁头和烙铁心。
5. 烙铁使用过程中要定期点检烙铁温度和是否漏电,如温度*过或低于规定范围或漏电应停止使用,每天检测两次并填写记录。
四. 烙铁头的维护
1. 尽可能设定烙铁头的低温度。尽可能的以低温来进行焊接作业,彻底落实烙铁头的维护.
2. 10分钟以上不使用时,应切断电烙铁的电源。。
3. 选用合适的锡线
也应该尽量选用较粗的锡线进行焊接工作,因为较粗的锡线对焊铁头有较好的保护。
4. 保持焊铁头清洁
当烙铁头氧化变黑等情况时,用湿润的*清洁海绵抹去焊铁头上的助焊剂、旧锡和氧化物;每一次使用后,*要把焊铁头上的氧化物清洁干净,再在焊铁头的镀锡层上加上新锡。如用浸透助剂的金属丝清洁烙铁头效果将更好,即不降低烙铁头的温度,又可以起到清洁的作用,还可以除去烙铁头表面的氧化物经常在焊铁头表面涂上一层锡;这可以减低焊铁头的氧化机会,使焊铁头更耐用。使用后,应待焊铁湿度稍为降低后才涂上新锡层,使镀锡层达致更佳的*氧化效果。为*烙铁头的氧化,新的烙铁*次使用要先上锡。每次使用完毕,关闭电源前,也要给烙铁头上锡。
5. 把焊铁摆放在焊铁架上
不需使用焊铁时,应小心地把焊铁摆放在合适的焊铁架上,以免焊铁受到碰撞而损坏。
6. 即时清理氧化物
当镀锡层部分含有黑色氧化物或生锈时,有可能令焊铁头上不了锡而不能进行焊接工作。如果发现镀锡层有黑色氧化物而不能上锡,*须即时清理。
7. 尽量不使用的焊膏,因为焊膏含有的酸性物质,会腐蚀烙铁头。要清除氧化层可以在含水海绵上搽掉。要给海绵加纯水或去离子水(因为普通的水含有离子等*物质,易腐蚀烙铁头),水量不能太多,海绵的含水量以手轻捏不滴水为依据。要保持海绵的清洁,要经常清洗海绵,清洗海绵要用纯净水或去离子水。更不能用肥皂水。
8. 更换烙铁咀,先要关电源,应用橡胶皮垫套在烙铁咀上拔下,不要用钳子等工具拔,否则会损伤烙铁头。要轻拿轻放。
9. 不要把烙铁咀当作螺丝刀等工具用。焊接过程中不要用力。减少烙铁头的磨损。
五. 决定焊點品質是尚有以下几个方面的因素要注意:
1. 焊接操作的正確姿勢----掌握正確的操作姿勢,可以保証操作者的身體健康,電烙鐵一般有三種握法:反握法的動作穩定,長時間操作不易疲勞,正握法,一般在操作台上焊接印制板等焊接時,多采用握筆法.
2. 焊接操作的基本步驟----掌握好烙鐵的溫度與焊接時間,選擇恰當的烙鐵頭和焊點的接觸位置,才可能得到良好的焊點
3. 焊接溫度與加熱時間----如果加熱時間不足,會使焊料不能充分浸潤件而形成松香夾渣而虛焊.反之,過量的加熱,除有可能造成元件損坏以外,還有如下危害和外部特征:(1).焊點外觀差.(2)高溫造成所加松香助焊劑的分解碳化,(3)過量的受熱會破坏印刷板上銅板上銅箔的粘合層,導致銅箔焊槃的剝落,( A:正確的焊接時間:1~2s.B:正確的焊接溫度:修補,後焊:290C0≈350 C0;重焊:350 C0≈390C0;烙鐵功率:綜合PCB焊盤和*件確定.其餘還要注意使用正確的錫絲,保持焊接面的清潔等) .
4. 焊接操作的具體手法----在保証得到優質焊點的目標下,對初學者應注意如下几點
a. 保持烙鐵頭的清潔
b. 靠增加接觸面勣來加快傳熱
c. 加熱要靠焊錫橋.
d. 烙鐵撤離方法有講究
e. 在焊點凝固之前不能動
f. 焊錫用量要適中
g. 焊劑用量要適中
h. 不要使用烙鐵頭作為運載焊料的工具.
5. 正確的焊接順序:
A. 五步法:
a. 準備:使銲錫與烙鐵接近,隨時保持準備焊錫的狀態,確認其位置.
b. 烙鐵頭接觸:使烙鐵頭接觸工作物並加熱.
c. 溶解銲錫:溶解銲錫使焊錫接觸工作物後把銲錫適量溶解.
d. 拿開銲錫:適量銲錫溶解後,把銲錫儘快拿開.
e. 拿開烙鐵:銲錫擴展至所需要的範圍後,拿開烙鐵,注意速度和方向. ^9)
B. 三步法:
a. 準備: 使銲錫與烙鐵接近,隨時保持準備焊錫的狀態,確認其位置.
b. 烙鐵和銲錫接觸:烙鐵和銲錫同時接觸並溶解適量的焊錫.
c. 烙鐵和銲錫拿開:當銲錫充分的擴展至所需範圍後拿開烙鐵和銲錫,注意莫使銲錫移開速度落後烙鐵
這兩種焊接順序各有優劣,實際上的順序如以兩者的中間實施的話為*佳,熱容量大的工作物時儘量遵守五步法,熱容量小的工作物以三步法的順序為準,只是節奏快點罷了.
六. 其它补充事项:
1. 烙鐵頭至少每兩天鬆弛一次.
2. 烙鐵頭嚴禁敲擊.(因發熱絲為易碎物).
3. 保持在適當溫度,切勿過熱使用
4. 焊接過程中不可用烙鐵頭用力去挑或擠壓被焊接物.
5. 鐵頭應取下定期清理(一周),并檢查發熱管處有無異物. "
6. 烙鐵不良或引線不良切勿使用主機.
7. 紅燈於三分鐘內無法受控滅掉或表頭指針跳動,為控溫不良.
8. 發現不能控溫時立即停止使用,以免燒壞主機.
友情链接: 深圳市元东发电子有限公司















