是
TDK
单色0.5
LCM液晶模块
0.5(英寸)
Monochrome(White)
250cd
2000:1
60*32
0.001(ms)(ms)
全视角(°)
企业名:深圳市希恩凯电子有限公司
类型:
电话: 18611793207
联系人:贺炳余
QQ: 
邮箱:2865565727@qq.com
地址:
∟ 电源适配器(1)
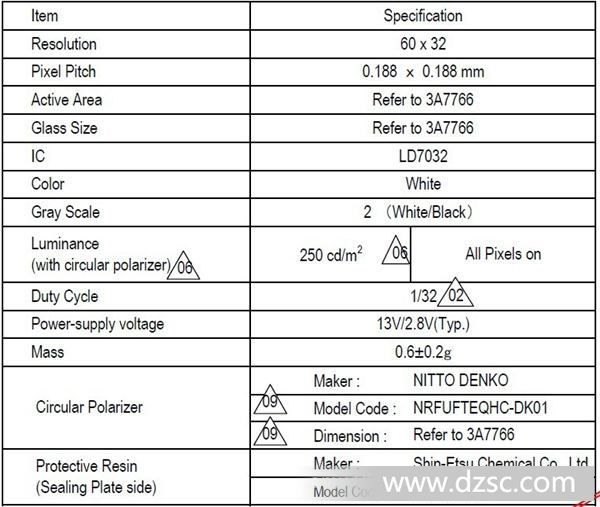
0.5" TDK PM-OLED显示屏,详细资料如下(可来电索规格书和驱动程序,价格面议):
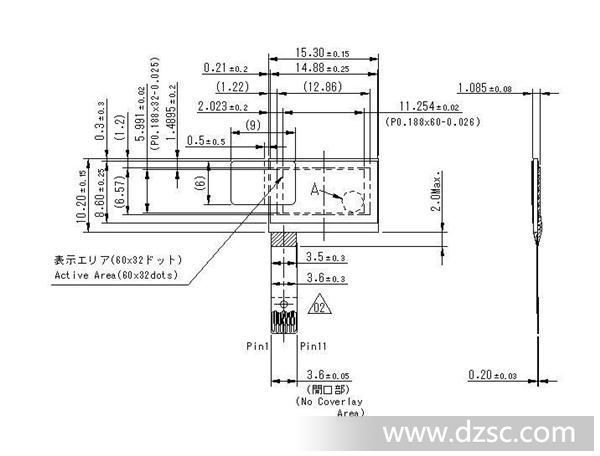
以下是尺寸图:
OLED设计说明:
一、 DC/DC控制电路设计说明
要求在VDD处加一个CMOS/三*管以控制DC/DC电路,可*地*VBAT通过电感和二*管漏电到OLED产品上,避免关机后出现漏电流。
二、文字处理 在显示文字时,建议采用黑底白字。这是因为采用黑底白字时,1、省电(点亮的点越少需要的电流越小);2、**CROSSTALK现象。
三、表面处理 建议采用镜面处理。当不显示时,显示屏被客户的产品外壳表面处理后隐藏起来,只有在显示内容时才显现出来,给人一种*秘的感觉。
四、显示亮度不够时的处理方式 1、可以*VCC的电压来*亮度; 2、可以撕掉OLED屏上的偏光片来*亮度同时还使产品的厚度变小。(此点是LCD产品*拟的)
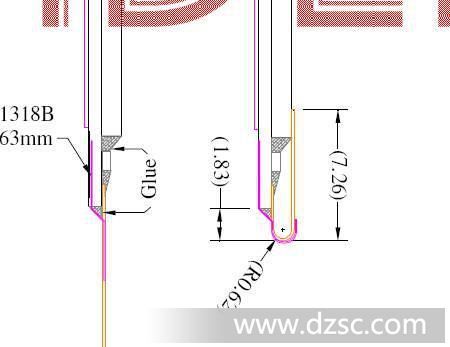
使用OLED时注意事项: 一、关于带有FPC/COF/TCP的OLED产品在设计中需要弯折时的一些注意事项 1.设计时请注意FPC的弯折角度和弯折空间,不要把FPC折*。弯折太紧就容易使FPC折断,造成无显示。 设计时请按照各款模组参考规格书上Drawing的标示来设计。 如下图,与OLED玻璃边缘≥1.83mm,弯折角度呈自然弯曲。
二、关于带有FPC/ TCP的OLED产品在焊接中的一些注意事项
标准压焊条件: 温度180-210deg 时间<10 sec
l 焊接前Panel检查。外观检查,Pin脚无断裂; l 电性检查,测试画面显示正常 l 焊接操作 在PCB/FPC的Pin脚上均匀上锡 用对位孔对位,并固定FPC/TCP,*焊接时不会移动 添加助焊剂,使用恒温刀头烙铁焊接,温度300-350deg。 重复焊接不要*过三次,在同一点停顿时间不得*过3 sec,每次重复需间隔五分钟。 l 焊接后检查。检查是否有Pin脚移位,焊接不良,焊锡残留,并作适当调整。
l 使用刀头电烙铁,不能用尖头烙铁,*损伤FPC/TCP的Pin脚。 l 使用恒温烙铁,要求焊接时不会因温度过低而粘住Pin脚。 l 使用助焊剂,可以减少虚焊,冷焊或者连焊 l 由于TCP/FPC的Pin脚的断裂是无法*的,所以在使用时禁止弯折或者拉扯Pin脚 |
"










友情链接: 深圳市元东发电子有限公司